British freezing and chilling system manufacturer Starfrost has struck an exclusive supply deal with leading Australasian food processing equipment specialist, Milmeq.
Following a successful partnership between the two companies in New Zealand and Australia, Starfrost is now acting as the sole agent for Milmeq in the UK and Ireland.
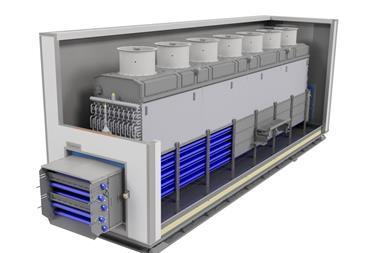
Starfrost can now supply Milmeq’s bespoke range of Carton Tunnels for chilling and freezing food products packaged in cartons or boxes. The equipment range features the Single Retention Tunnel (SRT) and Multiple Retention Tunnel (MRT) for packaged seafood, meat, dairy and poultry products that require long retention times.
With its headquarters in Auckland, New Zealand, Milmeq custom designs, engineers and manufactures systems for primary food processing, materials handling and chilling and freezing operations. For over 40 years Milmeq has been supplying automatic Carton Tunnels to food manufacturers across the globe. The company currently has seven equipment installations in the UK and Ireland.
The Milmeq SRT carton tunnel is a bespoke chiller or freezer with an air blast cooling system that provides single uniformed conditioning. The system is designed for varying product types and different carton sizes that all require the same chill or freeze time.
The Milmeq MRT is custom designed for simultaneous processing of varying products and carton sizes that require different chill or freeze times. The fully automatic multi-shelf system allows the operator to select preset programmes or set the required retention time for each product line via an integrated control panel.
During their 10-year association Milmeq (formerly The Realcold Group) selected Starfrost as its exclusive supplier of spiral freezers and IQF (individual quick frozen) systems to food manufacturers in New Zealand and Australia.